USAF- CTF Compound Renovation- Edwards AFB, California
Project Summary
Southwest Concrete Paving (SWCP) served as a key subcontractor for the Combined Test Force Compound Renovation project at Edwards Air Force Base in Mojave, California. The project involved renovating all four hangars located in a hangar complex with a parking and access apron. This design-build project with Harper Construction (Harper) included structural repair work to the buildings by Harper and removing and replacing the primary apron, five ancillary access aprons, and a taxiway by SWCP. The new section consisted of more than 87,000 SY of pavement and aggregate base. Paving Concrete paving for the project consisted of placing 14-inch-thick airfield concrete utilizing UFGS criteria in section 32 13 11. Due to existing drainage conditions, design grades on the primary apron were extreme. Several grade breaks in the apron were unpaveable, requiring hand work to meet design grade criteria. The primary lane width was 20’ feet. However, there were multiple joint width adjustments, and the five support aprons located directly adjacent to and next to the hangar buildings had several different joint patterns. Due to the width changes that were required for the project, SWCP mobilized two pavers to facilitate the construction of the various sections without requiring recurring width changes. The primary paving on the main apron was constructed with a Gomaco GP 4000 paver. Once the main apron was completed, the GP 4000 was resized and utilized to construct several of the support aprons. A Wirtgen SP i94 paver was mobilized to the site to help accommodate odd paving widths and was used in tandem with the GP 4000 to construct the ancillary apron work on the project. Joint spacing was variable throughout the job, and survey was critical to identify proper joint alignment and allow the pilot and fill lane transverse joints to match.
On-Site Batch Plant
An on-site batch plant was mobilized and erected at the job site. While project specifications required an on-site plant, the plan sheets did not identify a location, so the placement of the plant was negotiated with the base. The parking lot behind the hangar buildings was the agreed-upon plant location. This area provided an asphalt surface ideal for aggregate storage. However, existing light poles throughout the lot hindered main plant placement and created obstacles for trucking during wet haul and aggregate and cementitious delivery. Other modifications to the lot included constructing a pad for the main plant to sit and bringing electrical to the site. Ultimately, the plant was wedged in and supported paving operations nicely. Its location, immediately behind the hangar buildings where concrete was being placed, helped minimize delivery times, which became a critical feature in hot weather paving. Air quality permitting of the plant became a secondary challenge once a location was chosen. With the plant in Kern County, SWCP was required to obtain separate permits and inspections from state and county air quality agencies.
Recycling
A significant challenge that had been a concern since bidding the project was the off-haul of the demolished concrete. Edwards AFB is located in a remote part of the Mojave Desert, and the CTF compound is situated well within the heart of the base, whose gates stretch for many miles across the sprawling desert and surrounding dry lake beds. Removal of the demolished concrete was a trucking and logistical concern from day one. SWCP proposed a value engineering (VE) modification to the Government to recycle the demolished airfield concrete and utilize it for the subbase on the new section. The Department of Defence (DOD) has previously used recycled concrete as bases and subbases. However, several of those projects had turned out poorly due to what had been determined to be ASR and sulfate reactions propagated from using recycled concrete. The DOD had researched the risk and had an in-place Engineering Technical Letter (ETL) regarding using recycled material in airfield paving. Fortunately for SWCP, the technical team assigned to the project was strong, and SWCP walked through the testing and evaluation process with the on-site team to quantify the risk based on the mitigation outline provided in the ETL. During the discovery phase, it was determined that the risk of both ASR and sulfate attack from concrete recycling was low, and the Government ultimately approved the VE. Once approved, SWCP mobilized a track crusher to the site and successfully demolished, crushed and recycled the existing pavement, placing the new material at 95% compaction of modified effort (ASTM D1557).
Hot Weather Paving
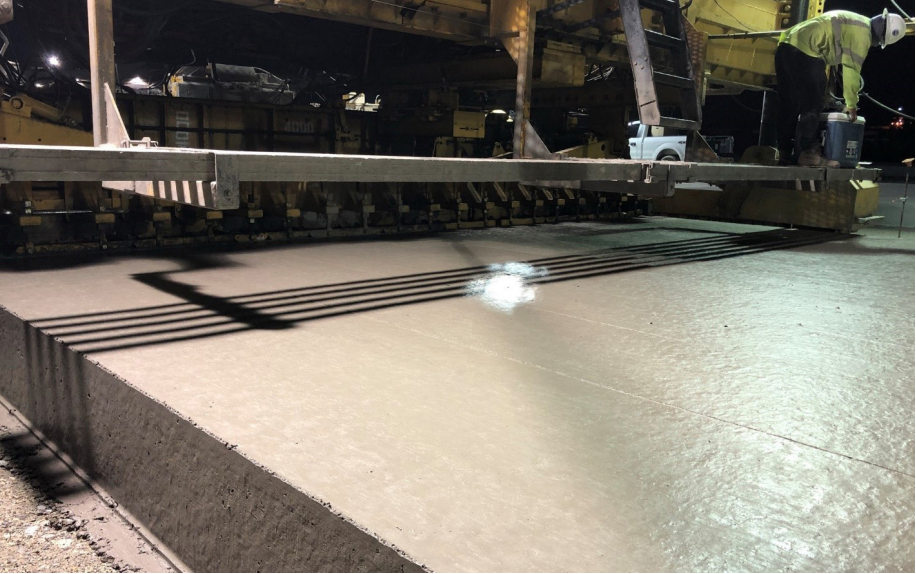
As a subcontractor to Harper Construction on the project, SWCP did not control the scheduling of the phasing. To that end, the job was prepared for SWCP to begin concrete paving in early July – at the height of the hot, dry Mojave Desert summer. To mitigate the dry conditions, SWCP employed several methods. First, the batch plant mobilized a 25,000-gallon tank and chiller to cool batching water. Feed water was cooled in the chiller tank and maintained at around 40°F during the hot weather activities. At the aggregate stockpiles, a series of high-pressure water sprinklers were installed around the area. Winds in the desert typically kicked up in the afternoon and were frequently over 20 mph. While not ideal for paving, SWCP utilized this as a cooling method by wetting the aggregate piles in the afternoon and creating evaporative cooling on the material, which increased as the overhead sun began to dip on the horizon. Typically, winds began to subside shortly after sunset, around 9 or 10 pm, and conditions were as benign as possible. SWCP capitalized on the best-case weather window and began shifts during this timeframe, paving into the following morning past sun-up. In addition to scheduling and mix cooling efforts, SWCP employed a Boss-Tek fogger during all hot weather paving operations at the paving site. The fogger was utilized to increase localized humidity above the fresh slab behind the paver and minimize moisture loss in the aggregate base and slump loss of the placed concrete head in front of the paver. These mitigation measures worked well in tandem, and SWCP had zero plastic shrinkage cracking observed on the project.
Project Information
Timeline: 01/2018- 03/2019
Total Square Yards of Paving: 87,033 SY
Total Lane Miles: 7.54 Miles.
Number of Intersections/Interchanges Within Project: 7.